

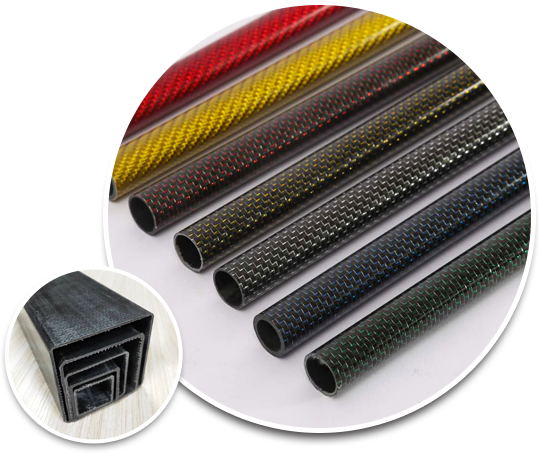

除了優于鋼材的強度和大比例的減重作用外,碳纖維管材的外表質量和制作精度也是影響其應用作用的重要因素。碳纖維圓管、方管最常用的制作辦法是纖維環繞法和模壓-熱壓罐工藝,但運用這些工藝最突出的缺點便是制作出的管材外表質量不夠好,采用預浸料鋪層袋壓工藝制作的異型管也存在著同樣的外表缺點問題。外表質量不僅影響到管材外觀的光潔度,也影響到管材的幾許尺度以及機械裝備才能,因此,進步管材質量和制作精度是碳纖維管材制作中的一大難點。
總結出幾個應對該類問題的解決辦法。
發生缺點的原因:
碳纖維管件成品的外表缺點首要有皺折、條紋及富膠等問題,追溯這些問題的發生首要集中在預浸料鋪層這一環節,在運用碳纖維復合資料預浸料鋪層時,如果不能施加滿足的張力壓緊預浸料疊層塊,就會使得鋪就的復合資料預浸料層間相對較松散,全體厚度也會超出目標管材制品的厚度。因此,在成型工藝時,一般的處理方式是加壓以壓緊各層復合資料并使剩余的樹脂流出,可是這種加壓必將帶來兩種縮短力。首先,碳纖維復合資料疊層塊在被壓緊時,管材的厚度就會隨之變薄,外徑變小,周長也相應削減,沿環向的纖維必然松弛,其間的碳纖維被壓產生曲折、打折;其次,在碳纖管成型過程中往往會需求在預浸料疊層塊毛坯上運用一些輔助資料,如透氣氈和真空袋等,這些輔助資料在壓縮時也會引起皺折和條紋,固化時將壓印在復合材料外表上,終究形成皺折。
預壓實與溫度操控相結合:
根絕的經歷總結,要解決碳纖維管材外表缺點的重要一步便是在碳纖維預浸料鋪放過程中,將預壓實和適宜的溫度操控結合起來。詳細的操作要領是在鋪料過程中,每鋪放完幾層,就在必定溫度下進行與預壓實,施加必定的壓力以壓緊各層纖維,這種及時的預壓實能夠防止纖維松弛的層層堆集,在必定的壓力和溫度等工藝條件下,掃除預浸料毛坯中剩余的樹脂、空氣泡和低沸點物質,使毛坯致密并根本上達到預定的厚度。經過預壓實的毛坯在固化工序中不需再進行吸膠,碳纖維復合資料中的樹脂含量和管材的厚度都能得到有用的操控。

選用合適的模具資料:
碳纖維復合資料管材對內徑尺度精度操控不嚴,但對外徑要求較高,模具的挑選對外徑尺度有較大影響。對于纖維環繞工藝或者卷制工藝來說,因為纖維環繞時受到壓緊力,要求其調集形狀根本堅持不變,因此在芯模原資料的挑選上,最好挑選具有杰出剛性的金屬資料,如鋼和硬鋁,鋼的密度和硬度都比硬鋁大,但鋼的熱膨脹系數不及硬鋁。而高性能碳管制品是在高溫下進行固化的,如果采用硬鋁芯模,可經過硬鋁熱膨脹發生的固化內壓,進步碳管的密度和力學性能。所以在高性能碳管的環繞工藝中,芯模宜選用硬鋁。為有用進步管材成型的質量,挑選芯模的原則是用線膨脹系數較大的彈性資料做成型模,以線膨脹系數小的鋼材作為輔助模,成型時經過彈性資料傳遞壓力,施加壓力,實驗證明這種辦法作用理想。
使用熱縮套管的均壓力:
除了上述辦法外,還能夠使用熱縮工藝提高碳纖維管材的外表質量及制作精度。在高溫固化時,熱縮資料能有用地傳遞熱壓罐的壓力,并均勻地消除真空袋及透氣氈的皺折對碳纖維復合資料的影響。例如采用熱縮套管的熱縮特性對復合資料進行均壓,在對碳纖維復合資料預浸料進行加熱時,樹脂軟化,熱縮管在達到必定的縮短溫度后將發生縮短變形,在口徑均勻縮小過程中壓實了復合資料疊層塊。經過熱縮工藝的碳纖維復合資料管經封裝后再進行固化工藝,固化成型后脫模并剝離熱縮管。詳細挑選什么樣的熱縮資料,需求根據資料的縮短溫度、縮短率和耐溫性等幾個參數進行綜合考慮。的技術人員著重,在熱縮工藝的運用中應做好以下兩個問題的防范:一是熱縮時熱縮管的破裂;二是縮短會引起外表層纖維的錯位。所以必定要操控好溫度,加熱必需要均勻,盡量使縮短進程變得緩慢,削減縮變的劇烈性。
 地址:東莞市橫瀝鎮新四小田頭村3路2號
地址:東莞市橫瀝鎮新四小田頭村3路2號
 網址:air-tool.cn
網址:air-tool.cn 郵箱:Sales1@dgxinyuankeji.com
郵箱:Sales1@dgxinyuankeji.com